

设备管理员基本知识之五条线
设备点检员需要掌握哪些知识?具体来说有很多方面比如:基本知识(设备管理的目的、意义、方法、模式、TPM全员设备维护、标准化作业、点检定修管理、事故故障管理、功能精度管理、维修成本、物料、设备技术管理等;专业基础知识及技能(五感点检法、点检辅助工器具的使用方法设备故障的机理分析及常用诊断方法振动、磨损、油液等)、生产操作知识(工艺要求、生产计划、生产能力、作业条件);计算机应用基本知识。设备管理的一、二、三、四、五是工厂设备管理人员应该具备的基本知识。所谓的一二三四五就是一项伟业、二大公理、三则定律、四款原则和五条曲线。下面我们重点介绍一下五条曲线。
1. 寿命周期费用曲线
设备全寿命周期所消耗的费用可以用一条曲线描绘下来。如图1所示。这条曲线可以划分为三个阶段在设备初期购置设备时我们需要花费一笔设置费它包括设备购置前的调研、招投标、运输、安装、人员培训等在交付生产运行之前所有的花费。中间阶段我们称之为维持费包括维护保养、润滑、维修换件以及能源消耗的所有费用时有起伏。到最后一个阶段称为处理费。同样功能的设备其寿命周期费用可能差异很大。有的设备设置费低但设备不可靠故障频发修理换件较多后续的维持费较高整体寿命周期费用却较高。有的设备初期设置费较高但维持费较低寿命周期费用偏低我们更倾向于选择后者。企业的招投标选型应该更立足于以寿命周期费用最小化为指针进行决策。
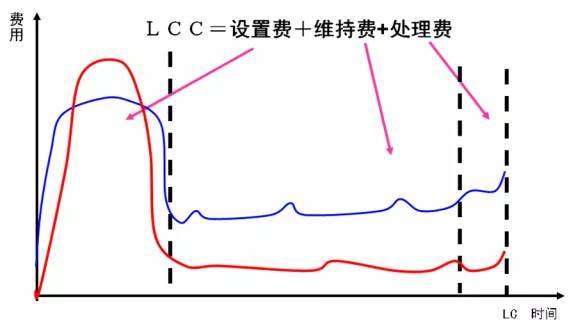
图1 寿命周期费用曲线
2. 维修投入曲线
设备的维修投入与利润的关系如图2所示。如果维修投入为零则利润为负;随着投入增加利润值逐渐上升一直到达一个最高点;继续投入,振动测量仪利润下降我们称之为维修过剩。
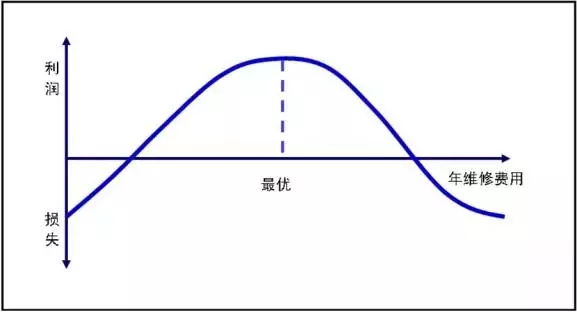
图2 维修投入曲线
那么是否只要增加维修投入就安枕无忧了?图3显示了三种情况。右边的投入曲线代表张三的管理其投入大利润一般,数字超声波探伤仪我们称之为“投入大水平低”。左边的曲线代表李四的管理其投入较小利润和张三差不多跟张三比较称之为“水平高但投入小。”中间最高的一条投入曲线代表王五让利润达到最高点这时的投入也适当增加了。我们称之为“水平高,便携式布洛维硬度计投入恰当。”这三条曲线告诉我们除了适当投入管理水平的提升也是必不可少的。
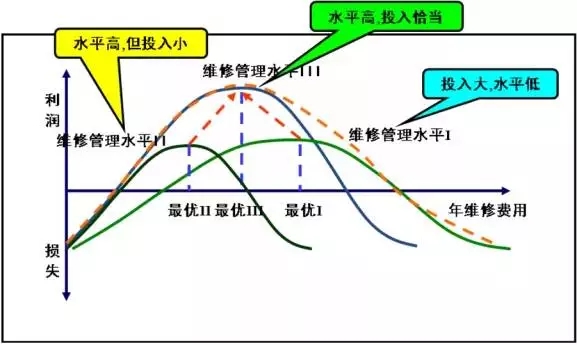
图3 不同管理水平和不同投入得到的维修投入曲线
3. 浴盆曲线
浴盆曲线又称为故障率曲线如图4所示。它反映了设备故障率在设备一生中的变化在前面的文章里我们有过描述。一般而言新安装的设备故障率比较高有时半年一年都正常不起来我们称之为初始故障期;以后就进入一个稳定的低故障率时期称之为偶发故障期;5年至8年以后设备故障率又开始升高称为耗损故障期。工厂的设备经理应该熟悉这条曲线。
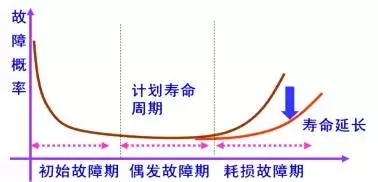
图4 设备的浴盆曲线
近年来在航空业的研究表明并非所有的设备故障率都遵循这条曲线。人们对故障率的认识变化如图5所示。
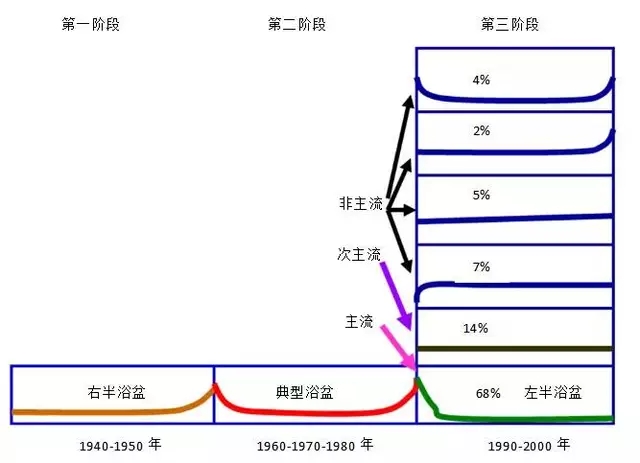
图5 故障率曲线的变化情况
为什么68%的设备没有耗损故障期呢?因为随着设备可靠性的提升其有形磨损速度降低而其无形磨损速度加快不少设备尚未到达耗损故障期就被淘汰了。随着系统的复杂化我们很难找到适合不同总成的大修理周期如果人们还坚持传统的大修可能会周期性的导入初始高故障率的状况于是国际上提出取消大修理的新概念。取消大修不意味着不修理而是用可裁剪式、项修的组合来取代大修。
4. 设备性能劣化曲线
设备的性能是一条缓慢的劣化曲线如图6所示。其劣化过程存在着劣化的起始点、潜在故障发生点和功能故障发生点。这里潜在故障不是故障是故障前显露出来的一种劣化现象是可以被人类感知的。功能故障才是故障。从潜在故障到功能故障的间隔期称为P-F间隔这在设备管理领域是十分普及的。
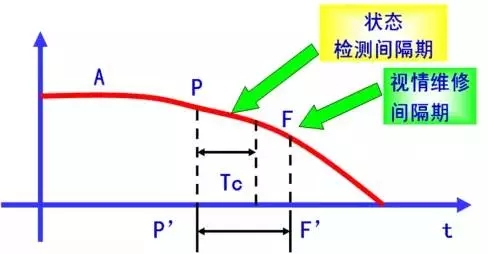
图6 设备性能劣化曲线
我们平常所强调的预防维修首先要寻找P-F间隔。找到了P-F间隔就可以有效的实施预防性维修了在P点之前做属于维修过剩;在F点之后做就成为事后维修属于维修不足;在P-F间隔做就恰到好处。寻找和确定P-F间隔并不是一件容易的事。我们的设备经理至少应该知道并有意识的摸索和寻找才能正确的实施预防性维修。
5. 激发能作用曲线
英国人阿来登将故障过程描述为系统的无组织过程即系统从有序状态进入无序状态。在这个转变过程中如果有故障的激发器作用则会使转化过程加快。就像一根火柴点燃一张纸使之与空气中的氧发生作用转变成水和二氧化碳。这个过程如图7所示。在故障激发器的作用下系统的能位上升然后迅速下降加速了故障的发生。系统能位的初始状态是稳固的正常状态在激发器作用下转换成终止状态低于故障的能位状态这代表故障的发生。
系统无故障工作的条件是初始的能位足够高而且初始能级与故障能级之差足够大对于设备而言就是其固有可靠性足够高。
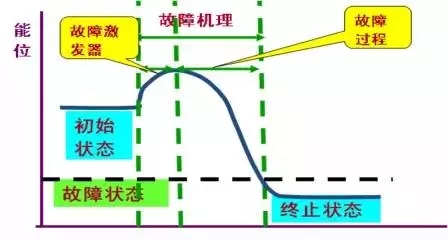
图7 激发能作用曲线
什么是激发能呢?对设备而言一次雷击、一次电磁干扰、动物进入电气系统引起的短路、灰尘改变了电参数、洪水的浸泡、一次磕碰和撞击都可能成为激发能。来自外部的激发能有时难以避免但来自系统内部的激发能我们是可以控制的。
这条曲线告诉我们一些外界的激发能作用会加速设备的劣化直到故障。控制激发能作用也是设备维护体系的重要领域。控制激发能包括注意不能超负荷运行设备减少误操作制止有问题的原料进入装备防止损坏性维修等等。
本文选自李葆文教授专著《与工厂经理谈谈设备管理》
问:设备点检员需要掌握哪些知识?
答:一、设备管理基础知识
(1)现代设备管理基础知识(设备管理的目的、意义、方法、模式、TPM全员设备维护、标准化作业等);
(2)设备管理各项业务的制度与流程(点检定修管理、事故故障管理、功能精度管理、维修成本、物料、设备技术管理等);
(3)设备管理相关业务的制度与流程(设计、安全、物流、采购、销售);
(4)常用的设备管理与分析工具(PDCA、自主管理、5S(整理、整顿、清洁、清扫、素养)等)。
二、专业技能基础知识(专业基础知识及技能)
(1)五感点检法、点检辅助工器具的使用方法
(2)设备故障的机理分析及常用诊断方法(振动、磨损、油液等)
三、相关技术知识
(1)生产操作知识(工艺要求、生产计划、生产能力、作业条件等);
(2)计算机应用基本知识(word、excel、powerpoint、网络应用等);
四、安全和环保知识;
(1)安全操作规程
(2)安全防火知识
(3)安全用电
(4)急救知识
(5)节能减排知识
五、质量管理知识
(1)质量管理的基本方法(直方图、鱼刺图)
(2)质量管理对设备管理的要求
(3)全面质量管理认证基本知识
六、相关法律、法规知识
(1)《中华人民共和国安全生产法》的相关知识
(2)《中华人民共和国环境保护法》相关知识
(3)《中华人民共和国劳动法》的相关知识
(4)《中华人民共和国劳动合同法》的相关知识
相关推荐:
上一篇:轴承故障基础的三种简易诊断方法
下一篇:如何设定预防性维修的设备停机时机
-
钢铁厂设备状态监测管理系统
-
钢铁厂设备点巡检管理系统
-
钢铁厂设备点检仪
-
钢铁厂测振仪
